
پهرين، صحيح حرارتي ڊوائيس چونڊيو
اسڪرو تي لڳل پلاسٽڪ کي باهه ذريعي هٽائڻ يا روسٽ ڪرڻ پلاسٽڪ جي پروسيسنگ يونٽن لاءِ سڀ کان عام ۽ اثرائتو طريقو آهي، پر اسڪرو کي صاف ڪرڻ لاءِ ڪڏهن به ايسٽيلين فليم استعمال نه ڪيو وڃي.
صحيح ۽ اثرائتو طريقو: صفائي لاءِ اسڪرو استعمال ٿيڻ کان پوءِ فوري طور تي بلو ٽارچ استعمال ڪريو. ڇاڪاڻ ته سکرو پروسيسنگ دوران گرمي آهي، سکرو جي گرمي جي ورڇ اڃا به يونيفارم آهي.

ٻيو، صحيح صفائي ايجنٽ چونڊيو
مارڪيٽ تي ڪيترائي قسم جا اسڪرو صاف ڪندڙ (اسڪريو صاف ڪرڻ واري مواد) آھن، جن مان گھڻا قيمتي آھن ۽ مختلف اثر آھن. پلاسٽڪ پروسيسنگ ڪمپنيون مختلف ريزين استعمال ڪري سگهن ٿيون سکرو صاف ڪرڻ واري مواد کي انهن جي پنهنجي پيداوار جي حالتن مطابق.
ٽيون، صحيح صفائي جو طريقو چونڊيو
اسڪرو کي صاف ڪرڻ ۾ پهريون قدم اهو آهي ته فيڊنگ انسرٽ کي بند ڪيو وڃي، يعني هوپر جي تري ۾ فيڊنگ پورٽ بند ڪريو؛ پوءِ اسڪرو جي رفتار کي 15-25r/min تائين گھٽايو ۽ ان رفتار کي برقرار رکو جيستائين ڊاءِ جي اڳيان پگھلڻ وارو وهڪرو وهڻ بند نه ٿئي. بيرل جي سڀني حرارتي علائقن جو گرمي پد 200 ° C تي مقرر ڪيو وڃي. جيترو جلدي بيرل هن درجه حرارت تي پهچي ٿو، صفائي شروع ٿئي ٿي.
ٻاھر ڪڍڻ واري عمل جي بنياد تي (مري کي ختم ڪرڻ جي ضرورت پوندي ته جيئن ايڪسٽروڊر جي اڳئين پاسي کان وڌيڪ دٻاءُ جي خطري کي گھٽائي سگھجي)، صفائي ھڪڙي شخص کي ڪرڻ گھرجي: آپريٽر ڪنٽرول پينل مان اسڪرو جي رفتار ۽ ٽوڪ جو مشاهدو ڪري ٿو، جڏهن ته extrusion پريشر کي يقيني بڻائڻ لاءِ ته سسٽم جو دٻاءُ تمام گهڻو نه آهي. سڄي عمل دوران، سکرو جي رفتار کي 20r / منٽ اندر رکڻ گهرجي. ايپليڪيشنن ۾ گھٽ دٻاء سان مرڻ، پهرين جاء تي صفائي لاء مرڻ نه هٽايو. جڏهن اخراج مڪمل طور تي پروسيسنگ رال مان صاف ڪرڻ واري رال ۾ تبديل ٿي ويندو آهي، مرڻ کي روڪيو ويندو آهي ۽ هٽايو ويندو آهي، ۽ پوء اسڪرو ٻيهر شروع ڪيو ويندو آهي (10r / منٽ جي اندر) باقي صفائي واري رال کي وهڻ جي اجازت ڏيڻ لاء.

چوٿون، صحيح صفائي جا اوزار چونڊيو
مناسب اوزار ۽ صفائي واري مواد ۾ شامل ٿيڻ گھرجي: گرميءَ جي مزاحمتي دستانا، چشما، ڪاپر اسڪراپر، ڪاپر برش، تانبا جي تار جا ميش، اسٽريڪ ايسڊ، برقي مشق، بيرل حڪمران، ڪپهه جو ڪپڙو.
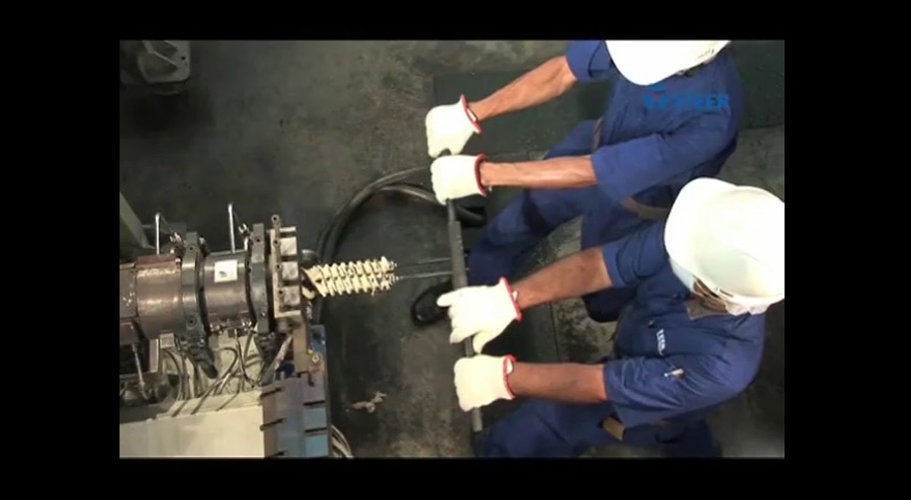
هڪ دفعو صفائي واري رال نڪرڻ بند ٿي وڃي ٿي، اسڪرو کي ڊوائيس تان واپس وٺي سگهجي ٿو. کولنگ سسٽم سان گڏ اسڪرو لاءِ، اسڪرو ڪڍڻ واري ڊيوائس کي شروع ڪرڻ کان اڳ نلي جي لڪير ۽ گھمڻ واري ڪنيڪشن کي هٽايو، جيڪو شايد گيئر باڪس سان ڳنڍيل هجي. اسڪرو ڪڍڻ واري ڊيوائس استعمال ڪريو اسڪرو کي اڳتي وڌائڻ لاءِ، صفائي لاءِ 4-5 اسڪرو جي پوزيشن کي بي نقاب ڪندي.
اسڪرو تي صفائي واري رين کي تانبے جي ڇڪڻ ۽ ٽامي جي برش سان صاف ڪري سگهجي ٿو. ظاهر ٿيل اسڪرو تي رين کي صاف ڪرڻ کان پوء، ڊوائيس کي اسڪرو ڪڍڻ واري ڊوائيس کي استعمال ڪندي 4-5 اسڪرو اڳتي وڌايو ويندو ۽ صفائي جاري رکو. اهو بار بار ڪيو ويو ۽ آخرڪار اڪثر اسڪرو کي بيرل مان ڪڍيو ويو.
هڪ ڀيرو اڪثر صفائي واري رين کي هٽايو ويو آهي، اسڪرو تي ڪجهه اسٽريڪ ايسڊ کي ڇڪيو؛ ان کان پوءِ ٽامي جي تار جي ميش کي استعمال ڪريو باقي بچيل شيون ختم ڪرڻ لاءِ، ۽ سڄي اسڪرو کي تانبا جي تار جي ميش سان پالش ڪرڻ کان پوءِ، آخري مسح لاءِ ڪپهه جو ڪپڙو استعمال ڪريو. جيڪڏهن اسڪرو کي بچائڻ جي ضرورت آهي، ته زنگ کي روڪڻ لاء مٿاڇري تي گريس جو هڪ پرت لاڳو ڪيو وڃي.

بيرل کي صاف ڪرڻ سکرو صاف ڪرڻ کان وڌيڪ آسان آهي، پر اهو پڻ تمام ضروري آهي.
1. بيرل کي صاف ڪرڻ جي تياري ڪرڻ وقت، بيرل جو گرمي پد 200 ° C تي مقرر ڪيو ويو آهي.
2. گول اسٽيل برش کي ڊرل پائپ ۽ اليڪٽرڪ ڊرل کي صفائي جي اوزارن ۾ ڇڪيو، ۽ پوءِ اسٽيل جي برش کي ٽامي جي تار جي ميش سان ويڙهيو.
3. صفائي واري اوزار کي بيرل ۾ داخل ڪرڻ کان اڳ، بيرل ۾ ڪجھ اسٽريڪ ايسڊ ڇنڊو، يا صفائي واري اوزار جي ٽامي جي تار جي ميش تي اسٽيئرڪ ايسڊ کي ڇڪيو؛
4. تانبا جي تار جي ميش بيرل ۾ داخل ٿيڻ کان پوءِ، ان کي گھمائڻ لاءِ اليڪٽرڪ ڊرل شروع ڪريو، ۽ مصنوعي طور تي ان کي اڳتي ۽ پوئتي ھلايو، جيستائين ھي اڳتي ۽ پوئتي ھلڻ ۾ ڪا مزاحمت نه ٿئي.
5. تانبا جي تار جي ميش کي بيرل مان هٽائڻ کان پوءِ، ڪنهن به صفائي واري رين يا فيٽي ايسڊ جي باقيات کي هٽائڻ لاءِ بيرل ۾ پوئتي ۽ پوئتي مس ڪرڻ لاءِ ڪپهه جي ڪپڙي جو هڪ گچو استعمال ڪريو؛ اهڙين ڪيترن ئي پوئتي ۽ اڳتي وڌڻ کان پوء، بيرل جي صفائي مڪمل ٿي وئي آهي. چڱي طرح صاف ٿيل اسڪرو ۽ بيرل ايندڙ پيداوار لاءِ تيار آهن!

پوسٽ ٽائيم: مارچ-16-2023